خالی ماندن یا حفره روی سطح قطعات پرینت سه بعدی
یکی از شایع ترین مشکلاتی که برای مدل هایی که با پرینتر سه بعدی چاپ میشن ممکنه پیش بیاد ایجاد حفره هایی روی سطح چاپ یا خالی ماندن بین لایه ها به خصوص در سطح لایه های پایانی هست.
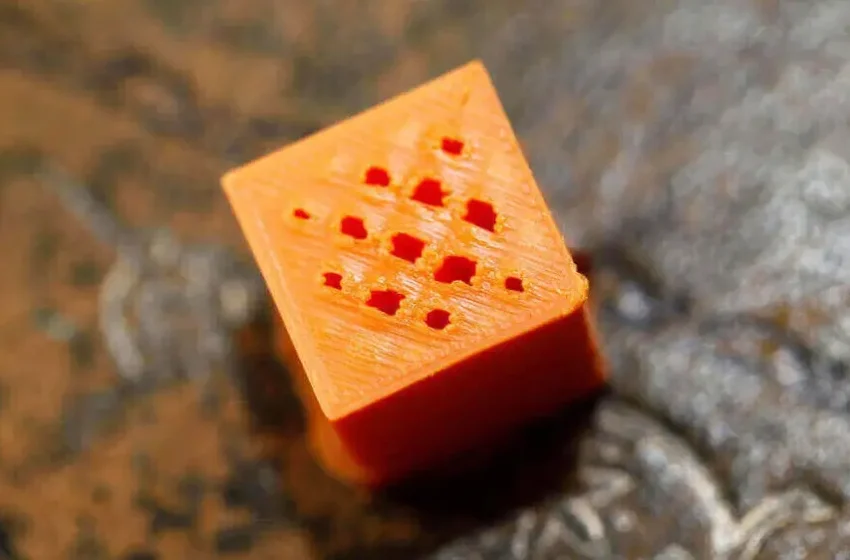
تو این مطلب آموزشی می خوام خیلی ساده بهتون یاد بدم که این مورد رو برطرف کنید قبل از شروع به دو تا عکس زیر توجه کنید.
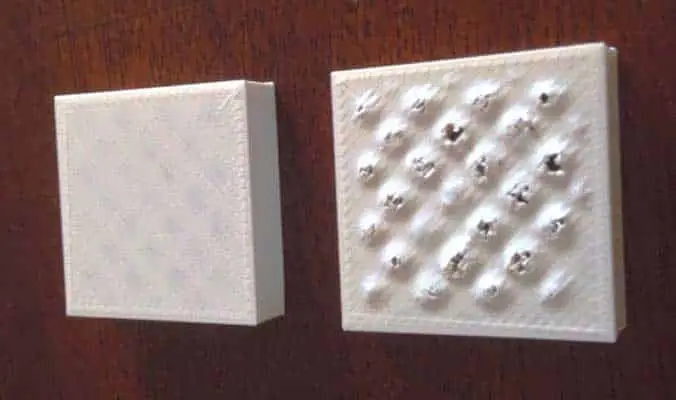
سطح بالایی هیچ کدوم از مدل های بالا به درستی چاپ نشده در ادامه چهار مورد بهتون میگم که با رعایت کردنش خالی ماندن یا حفره روی سطح قطعات پرینت سه بعدی از بین ببرید.
1-تنظیم لایه بالایی(Top Layers)
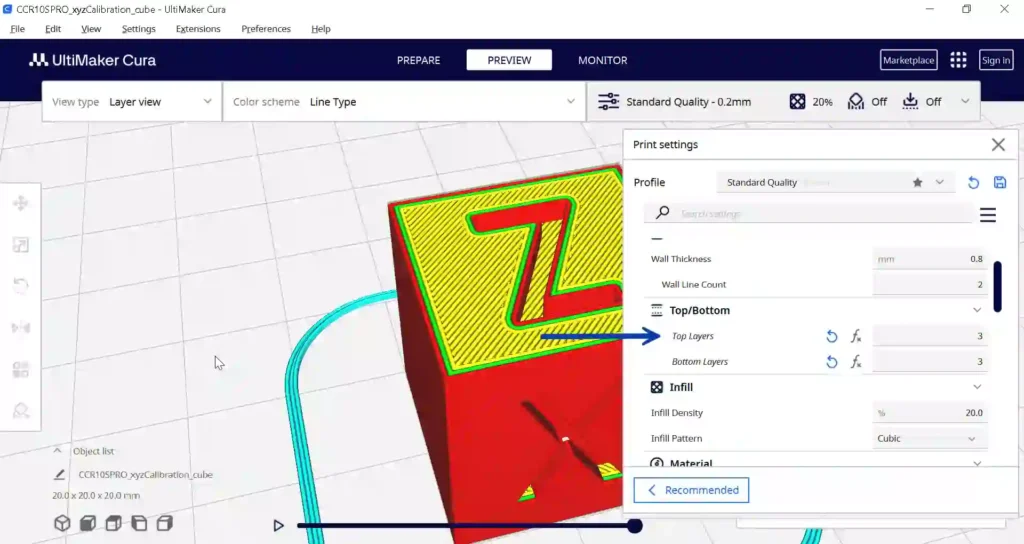
با اضافه کردن لایه های بالایی یا همون Top Layers میشه میزان سقف مدل رو افزایش داد هر چقدر تعداد لایه های این قسمت افزایش پیدا کنه پرینتر سه بعدی در لایه های پایانی تعداد بیشتری لایه ، روی حجم داخلی یا همون Infill قرار میده.
پس توجه کنید اگه داخل مدلی که چاپ میکنید خالی هست تعداد لایه های بالایی یا همون سقف باید افزایش پیدا کنه ، که اگه ریزش مواد به داخل مدل زیاد بود تو لایه های بعدی جبران بشه و سطح کار کاملا تمیز و دقیق چاپ بشه.
2-چگالی داخلی(Infill)
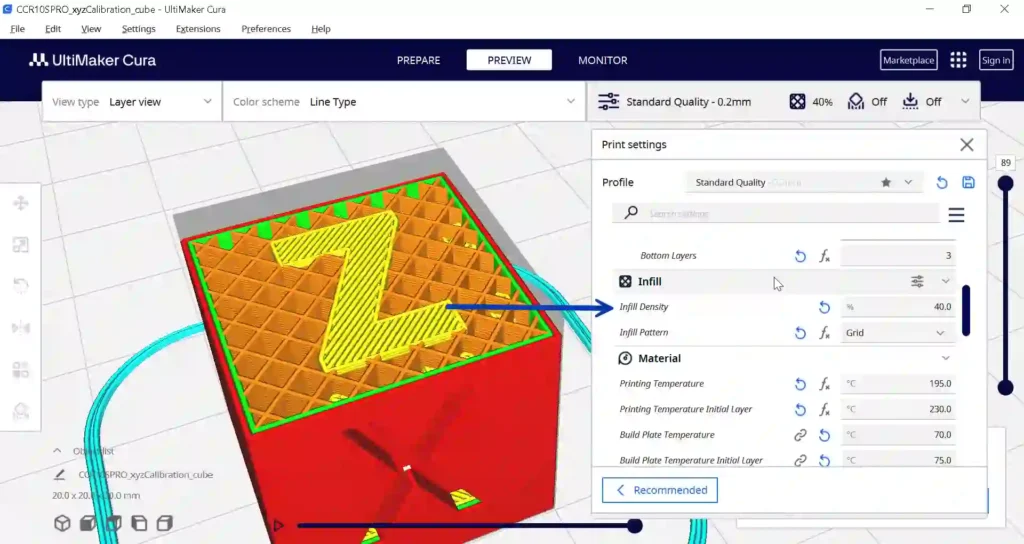
تو مورد اول اشاره کردیم که اگر میخواید سطح مدل درست چاپ بشه و بین لایه ها فاصله نباشه باید تعداد لایه های سقف مدل رو بیشتر در نظر بگیرید. در واقع لایه های پایانی روی سطح چگالی داخلی چاپ میشه.پس اگه میزان چگالی داخلی کم باشه لایه های پایانی(Top Layers) بین چگالی داخلی ریزش میکنه.
عدد مناسب برای چگالی داخلی مدل سه بعدی بین 0 تا 100 درصد انتخاب میشه هر چقدر این عدد بالا باشه شبکه های حجم داخلی ریزتر شده از طرفی هم میزان مصرف فیلامنت بالاتر میره و مدت زمان چاپ طولانی تر میشه.پس اگه براتون مهمه قطعه چاپ شده مواد کمتری ببره از پترن هایی استفاده کنید که در عین مصرف کم مواد در لایه های پایانی از ریزش Top Layers جلو گیری کنه (تو مورد 3 بهش میپردازیم).
3-انتخاب الگو مناسب
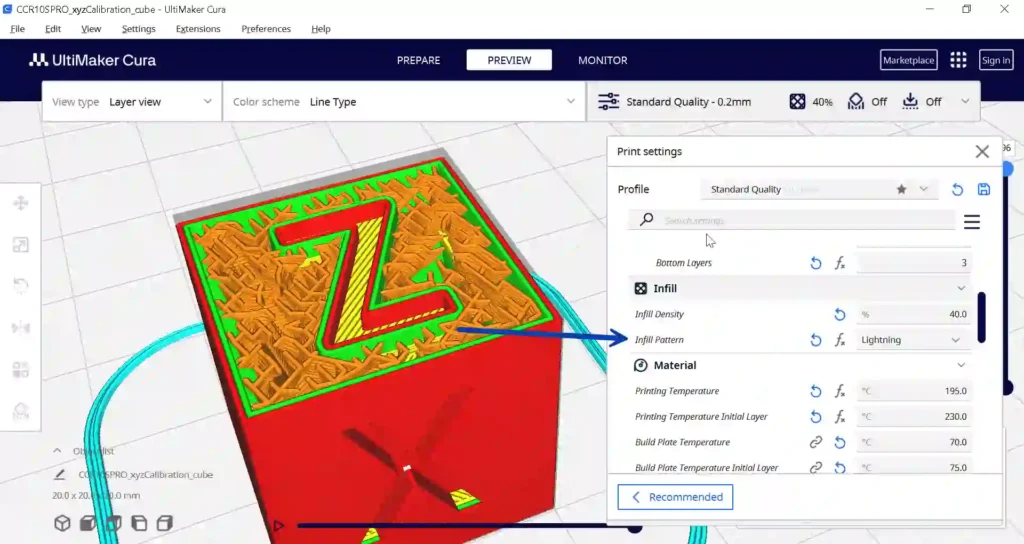
مدل های پرینت سه بعدی کاملا تو پر چاپ نمیشن بلکه میشه حجم داخلی شونو تنظیم کرد که چقدر تو پر یا خالی باشن از طرفی تو خالی بودن مدل ها باعث میشه وقتی پرینتر سه بعدی لایه های پایانی را چاپ میکنه Top Layers ریزش کنن و باعث خالی ماندن یا حفره روی سطح قطعات پرینت سه بعدی بشه.
ولی پیش میاد که مدلی میخواید چاپ کنید که وزن کمی داشته باشه و سریع چاپ بشه اینجاس که میتونید از الگوی لایتنیگ استفاده کنید این الگو یه جورایی مثل ساپورت درختی عمل میکنه هرچقدر مدل به لایه های پایانی نزدیک میشه یا همون سقف مدل نزدیک میشه مثل درخت از پایین ترین قسمت که یه تنه داره و بالاترین قسمت شاخه های ریز زیاد همون طوری با حداقل فیلامنت حجم داخلی را پر میکنه دقت کنید که این الگو استحکام کمی به مدل میده و چون داخلش تقریبا خالیه شکننده است .بیشتر به درد مواقعی میخوره که استحکام مدل مهم نیست و صرفا حجم و سرعت چاپ مهمه.
4-تنظیم فن خنک کننده
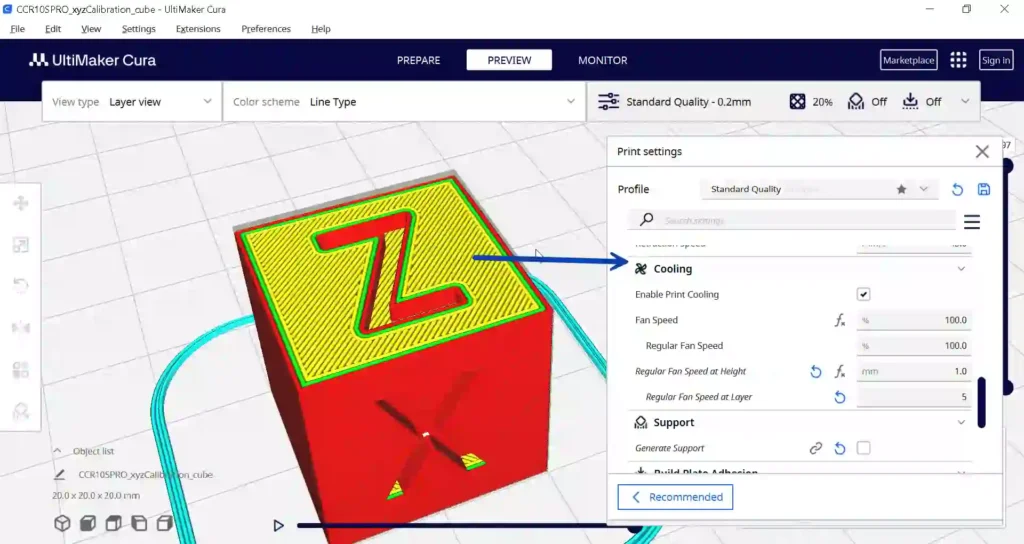
بخش Cooling یا خنک کنندگی مدل های پرینت سه بعدی برای تنظیم قدرت و روشن شدن فن خنک کننده مدل هست.
Fan Speed:میزان قدرت فن هستش که برای فیلامنت PLA بین 50تا100 انتخاب میشه.
Regular Fan Speed At Height:با تنظیم کردن این قسمت میشه شروع روشن شدن فن رو تنظیم کرد (دقت کنید روشن شدن فن در لایه های پایینی باعث جداشدن مدل از سطح بستر ساخت پرینتر سه بعدی میشه.
جمع بندی
با رعایت این چهار نکته خالی ماندن یا حفره روی سطح قطعات پرینت سه بعدی به حداقل میرسه.اگه این مطلب براتون جالب بود و برای کیفیت بهتر چاپ سه بعدی می خواید اطلاعات بیشتری بدونید مقاله پنج نکته برای چاپ سه بعدی با کیفیت تر را از دست ندید.